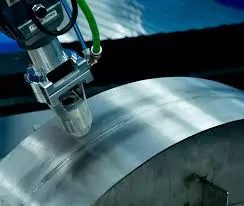
Fiber Laser welding is a way to join two or more pieces of metal together. A laser makes a beam of light that is very bright and focused in one spot. This source of concentrated heat makes it possible to weld finely, deeply, and quickly.
Traditional laser welding methods, like continuous-wave CO2 welding lasers, aren’t very accurate and put too much heat into the weld, which isn’t what you want. On the other hand, traditional pulsed Nd:YAG is limited in terms of how fast it can weld, how small a spot it can make, and how well it can convert electrical energy into optical energy. More and more applications need controls that are more precise, use less heat, and use less electricity. Continuous Wave Fiber Laser Welding is a type of technology that lets you do all of these things.
In a fiber laser, the laser light is made in a “active” fiber and sent to the work piece by a “light guide,” which is a flexible delivery fiber. This laser beam can be sent in many different ways, which is a key part of many types of material processing, such as laser cutting, laser welding, laser marking, and laser engraving.
Small parts and fine structures can be joined together with a laser
Low power Fiber lasers, which usually have an average power between 100 W and 200 W, can weld even the smallest parts. Because of the following, these lasers are good for this kind of welding: [Depth of penetration for fiber laser welding]
Very small core diameters of the fibers. Because the power level is low and the beam quality is high, it is possible to fire up to 500 W into 10 or 20 micron cores. This makes the weld spots very small.
Great balance of power. Up to about 10 percent of its power level, a fibre laser is stable. For instance, a 200 W laser will be stable down to 20 W. With a pulse length of 1 ms, it is possible to get 20 mJ of weld pulse energy. This is enough to make the best welds you can get when welding metal precisely.
Typical uses include stents, small medical meshes, and thin membranes for pressure sensors. Common materials include 50 micron Nitinol wires, 10 to 50 micron platinum coil wires, 10 micron stainless steel foils, etc.
Last Words
New applications are always being made possible by improvements in fiber laser welding technology. Together, UV pulsed fiber lasers
More polymer medical devices are being made with fiber lasers because of 2 m thulium fiber lasers. This is also driving the development of new applications and beam delivery technology in this market segment.


